Stopy tytanu oraz stopy żarowytrzymałe na bazie niklu są szeroko stosowane w przemyśle lotniczym ze względu na wysoką wytrzymałość mechaniczną, odporność na korozję oraz stabilność termiczną w ekstremalnych warunkach pracy.
Pomimo licznych zalet eksploatacyjnych materiały te stwarzają jednak poważne wyzwania podczas obróbki skrawaniem. Wyzwania te bezpośrednio wpływają na trwałość narzędzi, integralność powierzchni oraz ogólną stabilność procesu technologicznego.
Wiedza aplikacyjna opracowana przez zespoły inżynieryjne ISCAR, połączona
z zaawansowanymi technologiami narzędzi skrawających tej firmy, pozwala skutecznie ograniczać dominujące mechanizmy zużycia, nadmierną generację ciepła oraz drgania.
Głównym celem jest zwiększenie trwałości narzędzi, utrzymanie powtarzalności wymiarowej oraz poprawa efektywności procesu w wymagającym środowisku produkcji lotniczej.
Komponenty lotnicze są często wykonywane z materiałów zaprojektowanych specjalnie
do pracy przy wysokich obciążeniach mechanicznych, podwyższonych temperaturach oraz
w agresywnych warunkach środowiskowych.
Stopy tytanu oraz materiały na bazie niklu umożliwiają uzyskanie bardzo wysokiego stosunku wytrzymałości do masy oraz doskonałej odporności termicznej. Dzięki temu stanowią kluczowe materiały dla elementów konstrukcyjnych, części silników oraz innych krytycznych zespołów.
Jednocześnie te same właściwości powodują znaczące pogorszenie skrawalności
w porównaniu z konwencjonalnymi stalami lub stopami aluminium.
Niskie wskaźniki usuwania materiału, przyspieszone zużycie narzędzi oraz bardzo wysokie wymagania jakościowe w istotny sposób zwiększają koszty produkcji, zwłaszcza podczas obróbki kosztownych elementów lotniczych.
Stopy tytanu, takie jak Ti-6Al-4V, charakteryzują się bardzo niską przewodnością cieplną – około sześciokrotnie mniejszą niż stal. W rezultacie ciepło generowane podczas skrawania koncentruje się głównie w strefie styku narzędzie – przedmiot obrabiany.
Takie miejscowe nagromadzenie temperatury przyspiesza zużycie powierzchni przyłożenia oraz może prowadzić do plastycznej deformacji krawędzi skrawającej.
Tytan wykazuje również dużą skłonność do reakcji chemicznych z materiałami narzędziowymi. Sprzyja to powstawaniu narostu na ostrzu oraz przywieraniu materiału
do narzędzia, szczególnie przy niższych prędkościach skrawania.
Aby sprostać tym wyzwaniom, ISCAR stosuje podłoża z drobnoziarnistego węglika spiekanego oraz zaawansowane powłoki PVD wykorzystywane w rodzinach narzędzi takich jak HELIDO, CHATTERFREE oraz frezy pełnowęglikowe. Rozwiązania te zostały zaprojektowane w celu zachowania stabilności ostrza przy jednoczesnym ograniczeniu tarcia
i generacji ciepła.
Stopy żarowytrzymałe na bazie niklu stwarzają odmienny, lecz równie wymagający zestaw warunków obróbki. Materiały te zachowują wysoką wytrzymałość w podwyższonych temperaturach i wykazują silną tendencję do umacniania odkształceniowego podczas deformacji plastycznej.
W trakcie skrawania prowadzi to do wzrostu sił skrawania, szybkiego umacniania warstwy materiału przed krawędzią skrawającą oraz intensywnych mechanizmów zużycia, takich jak zużycie wrębowe, dyfuzyjne czy kraterowe.
Aby ograniczyć generację ciepła, prędkości skrawania są zwykle redukowane,
co bezpośrednio wpływa na wydajność procesu.
ISCAR przeciwdziała tym zjawiskom poprzez stosowanie wzmocnionych geometrii płytek skrawających oraz stabilnych termicznie powłok wykorzystywanych w systemach toczenia
i frezowania. Przykładem są gatunki SUMOTEC oraz linie narzędziowe HELITURN
i LOGIQTURN, zaprojektowane tak, aby zapewnić przewidywalny przebieg zużycia podczas długotrwałych cykli skrawania.
Procesy obróbki komponentów lotniczych muszą spełniać bardzo rygorystyczne wymagania, które wykraczają poza samą dokładność wymiarową.
Typowe tolerancje mieszczą się często w zakresie ±5 do ±10 mikrometrów, a integralność powierzchni musi być kontrolowana w taki sposób, aby zapobiegać mikropęknięciom, rozmazaniu materiału czy powstawaniu naprężeń rozciągających w warstwie wierzchniej. Zjawiska te mogłyby znacząco obniżyć odporność zmęczeniową elementu.
Wiele komponentów lotniczych posiada cienkie ścianki, złożone geometrie lub wymaga obróbki przerywanej. Takie warunki zwiększają podatność na drgania oraz ugięcia narzędzia.
Konstrukcje frezów o zmiennym podziale ostrzy oraz zmiennym kącie linii śrubowej, stosowane w rodzinach frezów CHATTERFREE i HELIMILL, zostały opracowane specjalnie
w celu tłumienia drgań i poprawy stabilności procesu.
Materiały narzędziowe stosowane w obróbce lotniczej muszą zapewniać optymalną równowagę pomiędzy twardością a odpornością na pękanie. Pozwala to wytrzymać wysokie obciążenia mechaniczne i cieplne przy jednoczesnym ograniczeniu ryzyka wykruszania krawędzi skrawającej.
W praktyce często stosuje się drobnoziarniste gatunki węglika spiekanego, które zapewniają wysoką odporność na zużycie przy zachowaniu odpowiedniej udarności. Jest to szczególnie ważne w warunkach skrawania przerywanego lub przy niestabilnym mocowaniu detalu.
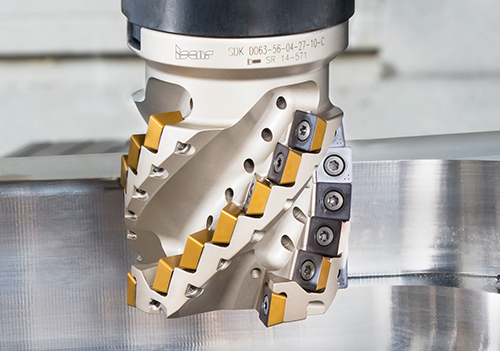
W przypadku stopów tytanu oraz stopów niklu często stosuje się powłoki PVD opracowane
w technologii SUMOTEC firmy ISCAR. Charakteryzują się one wysoką przyczepnością, stabilnością termiczną oraz zdolnością do ograniczania tarcia na styku
narzędzie–wiór (rys. 1).
Powłoki te pełnią również funkcję bariery cieplnej, spowalniając przepływ ciepła do narzędzia i zapewniając bardziej przewidywalny przebieg zużycia.
W operacjach frezowania stosuje się konstrukcje frezów o zmiennym podziale ostrzy
i zmiennym kącie linii śrubowej, które zakłócają częstotliwości harmoniczne oraz redukują drgania. Jest to szczególnie istotne podczas obróbki cienkościennych elementów lotniczych.
W obróbce stopów tytanu często wykorzystuje się strategie frezowania z dużym posuwem (HFM) z narzędziami takimi jak HELIMILL HFM. Rozwiązania te umożliwiają zmniejszenie szerokości skrawania przy jednoczesnym zwiększeniu posuwu na ostrze. Dzięki temu obniżają się siły skrawania oraz ograniczona zostaje generacja ciepła.
W przypadku stopów na bazie niklu strategie frezowania koncentrują się przede wszystkim na stabilnym zaangażowaniu frezu oraz równomiernej grubości wióra. Pozwala to zminimalizować lokalne zużycie narzędzia, szczególnie w strefach zmiany głębokości skrawania, gdzie najczęściej obserwuje się zużycie wrębowe.
Operacje toczenia oraz przecinania stopów lotniczych wymagają sztywnych geometrii płytek oraz niezawodnych systemów ich mocowania, zdolnych przenosić wysokie siły skrawania
i obciążenia cieplne.
Systemy tokarskie ISCAR, takie jak HELITURN, JETCUT oraz LOGIQTURN, zostały zaprojektowane z myślą o stabilnym osadzeniu płytek oraz odpowiednim przygotowaniu krawędzi skrawających. Szczególnie istotna jest skuteczna kontrola wióra, zwłaszcza w obróbce tytanu, gdzie długie, wstęgowe wióry mogą zakłócać przebieg skrawania i uszkodzić detal lub narzędzie.
W toczeniu stopów żarowytrzymałych odpowiednia geometria płytki oraz przygotowanie ostrza odgrywają kluczową rolę w ograniczaniu zużycia wrębowego i wydłużaniu trwałości narzędzia podczas długich przejść skrawających.
Operacje wiercenia otworów (rys. 2) stanowią niezwykle ważny element obróbki komponentów lotniczych, ponieważ jakość otworu bezpośrednio wpływa na wytrzymałość połączeń oraz odporność zmęczeniową konstrukcji.
Rozwiązania wiertarskie ISCAR, takie jak SUMOCHAM i LOGIQ-3-CHAM, a także systemy
z płytkami wymiennymi DRTWIST i TRIDEEP, oferują zoptymalizowaną geometrię wierzchołka oraz wewnętrzne doprowadzenie chłodziwa. Poprawia to ewakuację wiórów oraz ogranicza obciążenie cieplne krawędzi skrawającej.
Systemy te zapewniają powtarzalną jakość otworów w szerokim zakresie materiałów
i geometrii komponentów lotniczych.
Trwałość narzędzia w obróbce lotniczej zależy od złożonej interakcji parametrów skrawania, geometrii narzędzia, sposobu doprowadzenia chłodziwa oraz sztywności obrabiarki.
Dane produkcyjne oraz badania empiryczne pokazują, że stosunkowo niewielkie zmniejszenie prędkości skrawania – często o 10–20% – może znacząco wydłużyć trwałość narzędzia podczas obróbki stopów niklu, bez proporcjonalnego wydłużenia czasu cyklu.
Strategie narzędziowe ISCAR koncentrują się nie na maksymalnej teoretycznej trwałości narzędzia, lecz na uzyskaniu przewidywalnego i powtarzalnego przebiegu zużycia. Ułatwia to planowanie wymiany narzędzi oraz zmniejsza ryzyko nagłej awarii przy obróbce kosztownych komponentów lotniczych (rys. 3).
W jednym z procesów produkcyjnych elementów konstrukcyjnych z tytanu dla przemysłu lotniczego zaobserwowano nadmierne zużycie powierzchni przyłożenia oraz niestabilną chropowatość powierzchni podczas frezowania obwodowego.
Zastosowanie frezu ISCAR o zmiennym kącie linii śrubowej, optymalizacja powłoki narzędzia oraz korekta parametrów skrawania pozwoliły zwiększyć trwałość narzędzia o ponad 30%.
Jednocześnie uzyskano wartości chropowatości mieszczące się w wymaganych specyfikacjach. Przełożyło się to na stabilniejszy proces, mniejszą liczbę braków oraz ograniczenie ingerencji operatora.
Coraz większą rolę w planowaniu procesów lotniczych odgrywa integracja cyfrowych bibliotek narzędziowych z systemami CAM.
Platformy cyfrowe ISCAR udostępniają standaryzowane dane narzędziowe, które wspierają spójny dobór narzędzi i parametrów skrawania. Pozwala to ograniczyć zmienność podczas przygotowania produkcji oraz skrócić czas opracowania technologii.
Narzędzia symulacyjne i weryfikacyjne umożliwiają dodatkowo analizę i optymalizację strategii skrawania jeszcze przed ich wdrożeniem na produkcji. Dzięki temu zmniejsza się ryzyko związane z obróbką kosztownych komponentów lotniczych.
Zwiększona trwałość narzędzi oraz stabilność procesów obróbkowych bezpośrednio przyczyniają się do ograniczenia ilości braków oraz zmniejszenia zużycia energii na jeden wytwarzany komponent.
Biorąc pod uwagę wysokie koszty materiałów lotniczych, nawet niewielkie zmniejszenie liczby braków może przynieść znaczące korzyści ekonomiczne.
Efektywne strategie obróbki wspierają również cele zrównoważonej produkcji poprzez ograniczenie strat materiałowych oraz maksymalne wykorzystanie narzędzi.
Obróbka stopów tytanu oraz stopów żarowytrzymałych na bazie niklu w zastosowaniach lotniczych wymaga precyzyjnego dopasowania właściwości materiału, technologii narzędziowych oraz strategii skrawania.
Dobór narzędzi oparty na danych procesowych oraz optymalizacja parametrów, wspierane przez portfolio narzędziowe ISCAR dedykowane przemysłowi lotniczemu, umożliwiają wymierną poprawę trwałości narzędzi, jakości powierzchni oraz niezawodności procesu.
Strategie ISCAR stanowią techniczne ramy pozwalające skutecznie sprostać wyzwaniom obróbki stopów lotniczych przy jednoczesnym spełnieniu rygorystycznych wymagań jakościowych i eksploatacyjnych.